


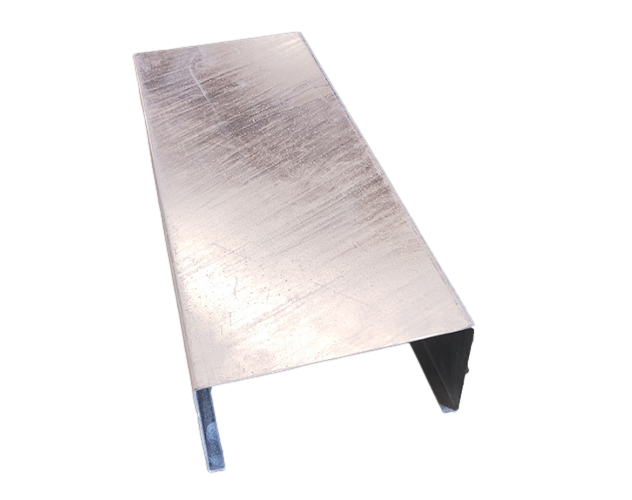
熱浸鋅橋架的鋅層厚度
當(dāng)進(jìn)行熱浸鋅處理時,鋼鐵材料首先要進(jìn)行表面預(yù)處理,以確保鋅層能夠牢固地附著在鋼鐵表面。表面預(yù)處理包括以下幾個主要步驟:
- 除油除銹:首先,將鋼鐵材料的表面進(jìn)行除油和除銹處理,以去除表面的油污和氧化層。這可以通過化學(xué)清洗、酸洗或機(jī)械除銹等方式實(shí)現(xiàn),確保表面干凈,便于后續(xù)處理。
- 酸洗:接下來,鋼鐵材料需要經(jīng)過酸洗處理。酸洗是將鋼鐵材料浸泡在酸性溶液中,去除表面的氧化層和雜質(zhì)。這一步驟可以提高熱浸鋅后鋅層與鋼鐵材料之間的結(jié)合力,增強(qiáng)防腐蝕性能。
- 流水沖洗:在酸洗后,鋼鐵材料要進(jìn)行流水沖洗,以去除殘留的酸性溶液。
完成了表面預(yù)處理后,鋼鐵材料進(jìn)入熱浸鋅過程。熱浸鋅的主要步驟如下:
- 預(yù)熱:將鋼鐵材料放入熱浸鋅槽前,需要對其進(jìn)行預(yù)熱處理,以確保鋼鐵材料溫度適合浸鍍。
- 浸鍍:將預(yù)熱后的鋼鐵材料浸入預(yù)先熔化的鋅槽中。在熔化的鋅中,鋼鐵表面會形成一層鋅鐵合金涂層,即熱浸鋅層。

- 升溫保溫:在完成浸鍍后,將鋼鐵材料升溫保溫一段時間,使鋅涂層與鋼鐵表面的結(jié)合更加牢固。
- 冷卻清洗:最后,將熱浸鋅后的鋼鐵材料進(jìn)行冷卻清洗,去除冷卻后殘留的鋅涂層和其他雜質(zhì)。
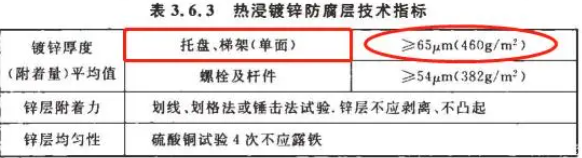
在熱浸鋅處理過程中,通過控制溫度、時間和涂層厚度等參數(shù),可以調(diào)整鋅層的厚度。熱浸鍍鋅橋架的鍍鋅層厚度應(yīng)大于或等于65μm,其連接配件螺絲等等鋅層也要大于或等于54μm以上。
轉(zhuǎn)載請注明來自廣東雷正電氣,本文地址:http://syyhs.net/cpzs/18841.html 除非注明,廣東雷正電氣文章均為原創(chuàng),轉(zhuǎn)載請注明出處和鏈接!




